




产地:天津
规格:3.2-4.0
公司所在地:天津天津
电话:0130-72226552 ,13072226552

D917耐磨焊条D917耐磨焊条 D917木炭厂螺旋推进器*用耐磨焊条r的炭化钨**(保密)焊条改良而来,经业内人士‘应用单位多方实验,达到一定技术水平标准。 主要成分:C~ Cr~ Mn~ Si~ W~ Ni的详细信息D917耐磨焊条我们的口号是__________只要能够焊接__________我们就知道该怎样做。 D917木炭厂螺旋推进器专用耐磨焊条r的炭化钨**(保密)焊条改良而来,经业内人士‘应用单位多方实验,达到一定技术水平标准。 主要成分:C~ Cr~ Mn~ Si~ W~ Ni~ V~等热点硬度均匀配伍。D917焊条具≥有耐高温(860),抗冲击,耐磨性好的堆焊焊条! HB≥300-400 材料主要用途及性能 牌号主要用途主要性能 堆焊工艺及其它 注意事项 |
-
供应三通固定球体
-
平衡膜片专业定做-上海金申 因为专业 所以卓越
-
发动机排气管隔热套|排气管隔热罩
-
美标阀门封盖150-16"
-
上海南泉阀门隔热保温罩
-
美标阀门封盖150-20"
-
上海南泉阀门防烫保温套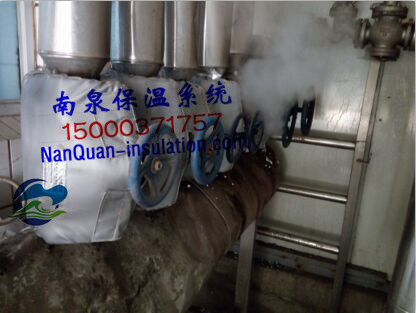
-
膜片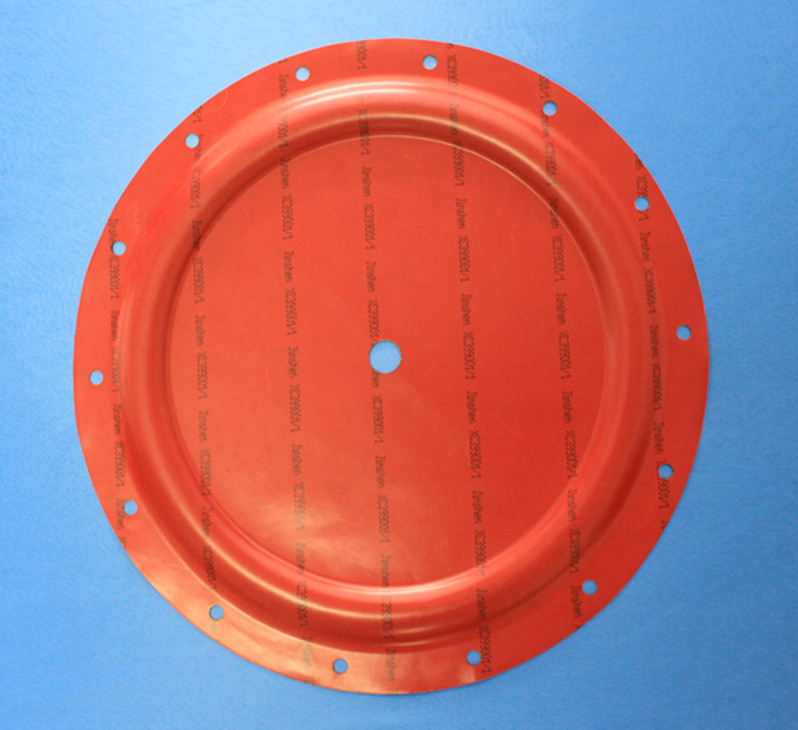
-
排气管隔热罩|排气歧管隔热套|发动机排气管隔热套|隔音降噪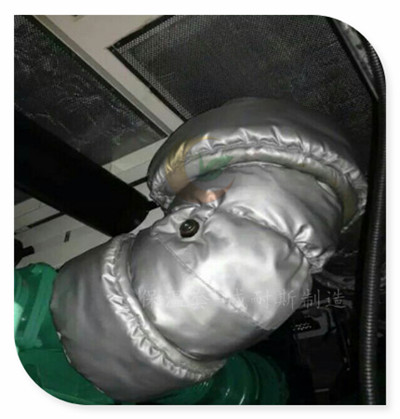
-
硬密封球体
-
美标阀门封盖1500-10"
-
减压阀保温套|减压阀保温衣|隔热套|可拆卸式
-
高压固定球体
-
Nansen阀门隔热保温衣
-
美标阀门封盖1500-8"
-
阀门柔性保温套
-
供应V型球体
-
威耐斯 电加热阀门保温套 电伴热保温衣
-
美标阀门封盖900-6"
-
阀门保温套_阀门保温保护套促销价格_产地货源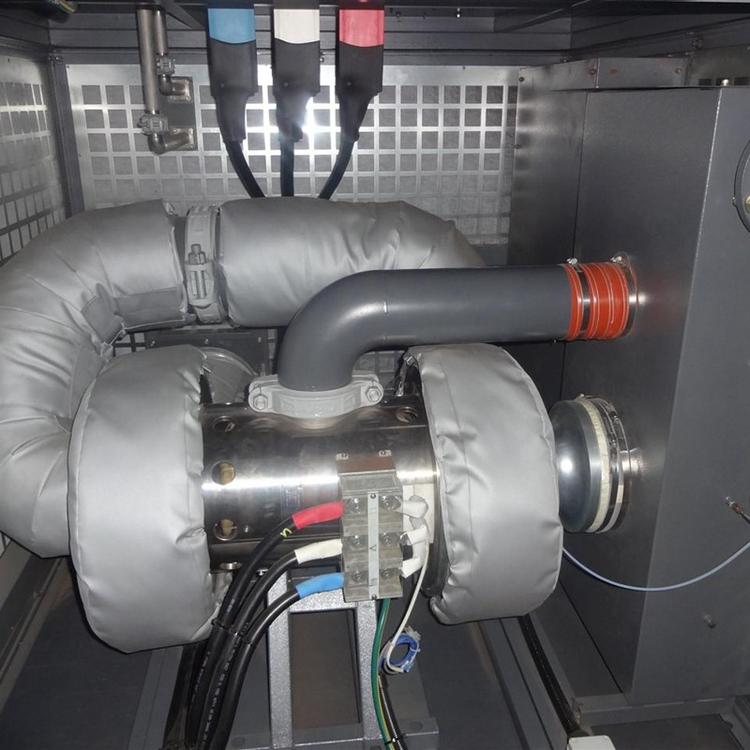
-
蝶阀隔热保温套
-
供应半瓣球体
-
上海南泉阀门节能保温被
-
供应浮动球体